
RTO与RCO核心性能及关键运行参数全面对比
浏览:24
发表时间:2026-07-14 14:04:44
在工业VOCs废气治理领域,RTO蓄热式热力氧化设备与RCO蓄热式催化燃烧设备是两款主流高效治理装备,广泛应用于喷涂、印刷、化工、锂电、医药等行业的废气处理场景。二者均依托陶瓷蓄热体实现热量回收,具备节能、高效、自动化运行的优势,但在反应原理、运行温度、能耗成本、适配工况等核心维度存在显著差异。
很多企业在环保设备选型时,常难以精准区分RTO与RCO的适配场景与运行优势。本文将从技术原理、核心性能、关键运行参数、运维成本、适用工况五大维度,全方位对比两款设备的差异,为企业定制精细化、高性价比的废气治理解决方案提供专业参考。

一、核心技术原理差异
RTO和RCO的核心区别在于废气氧化分解的反应条件,这也是二者所有性能、参数差异的根源。
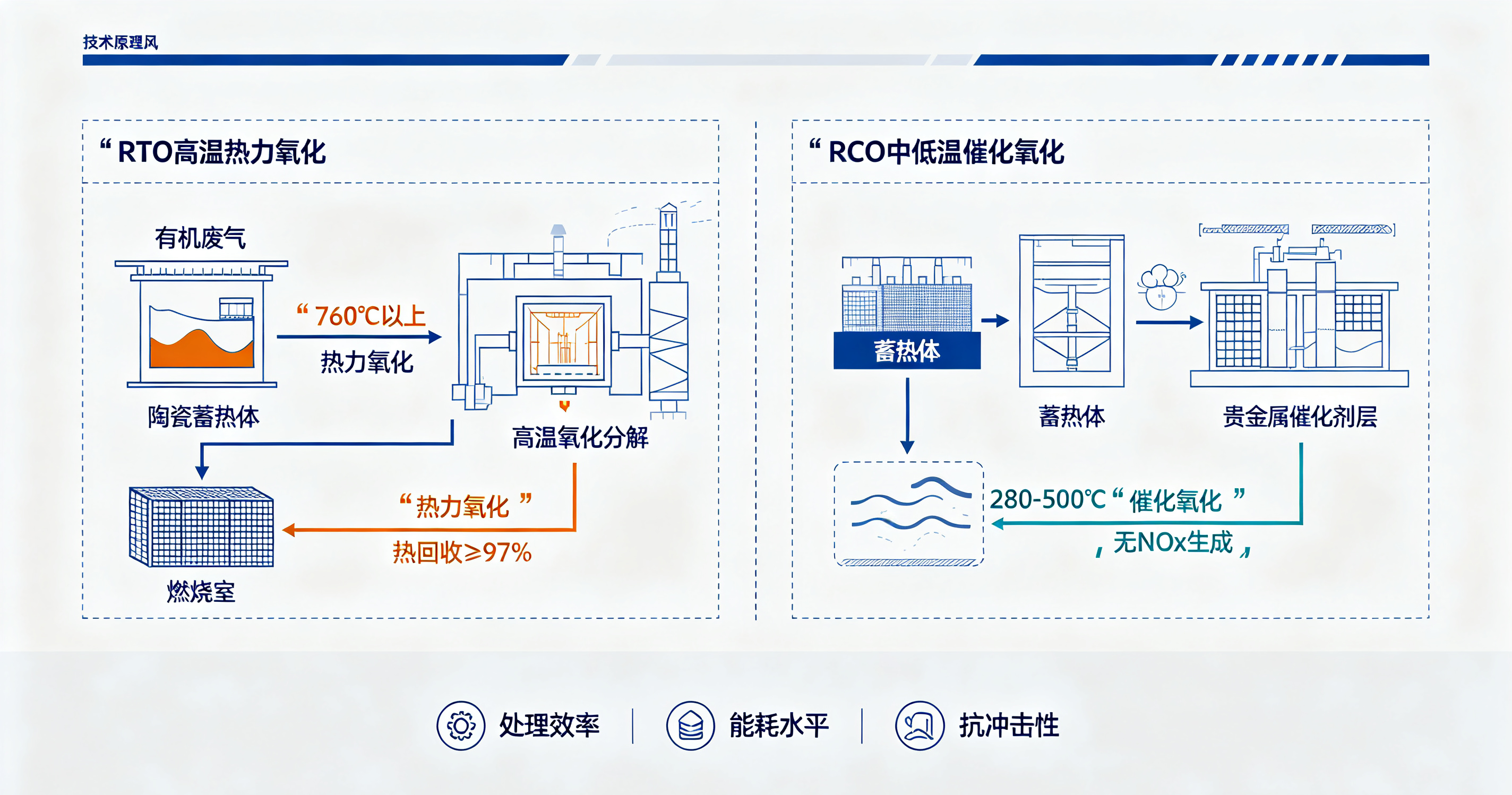
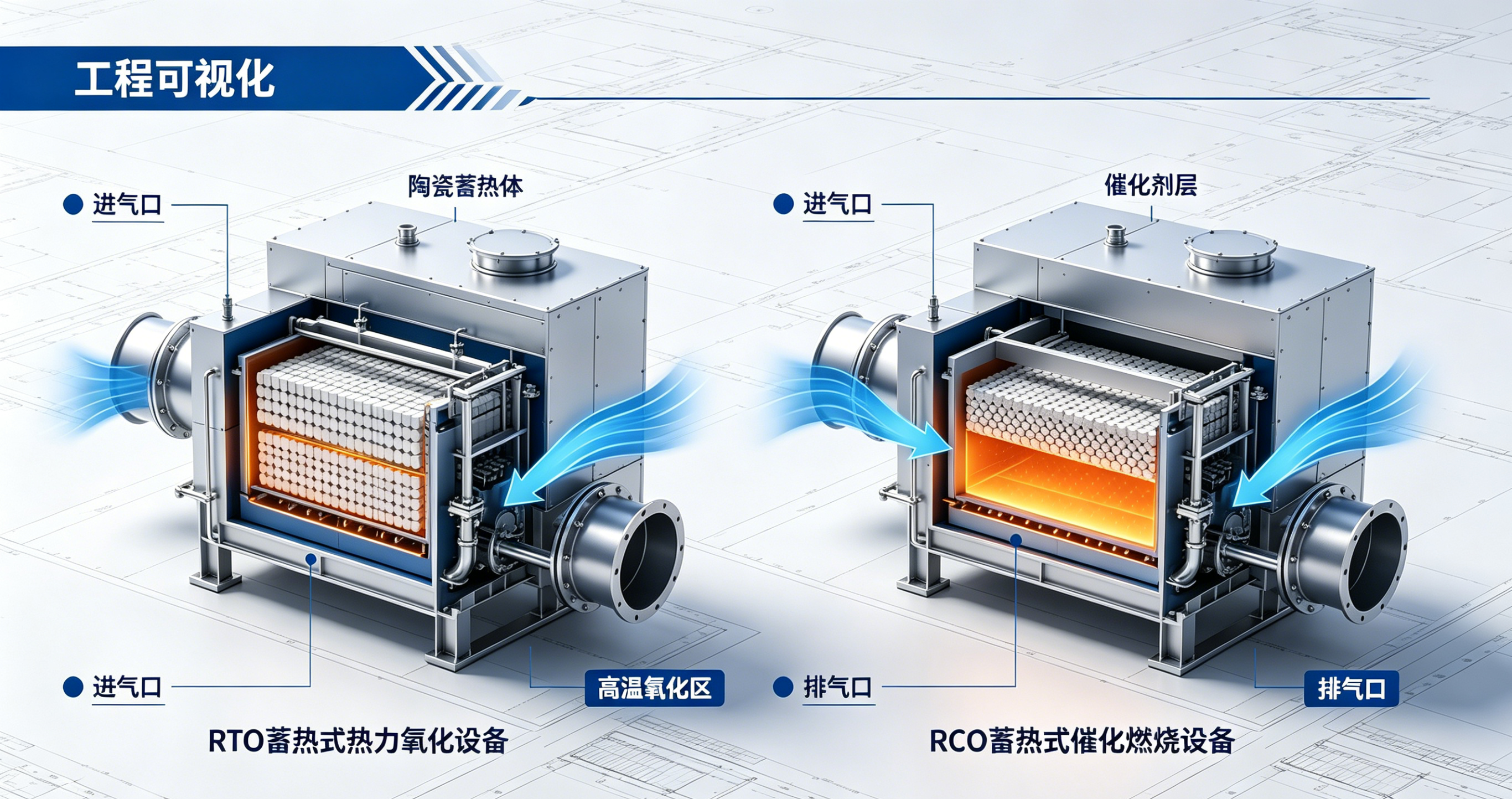
1. RTO蓄热式热力氧化技术
RTO无需催化剂,依靠高温热力氧化原理治理废气。设备通过陶瓷蓄热体预热有机废气,将炉内温度维持在760℃以上,让废气中的VOCs有机物在高温环境下彻底裂解、氧化,生成二氧化碳和水,同时释放热量。多余热量通过蓄热体储存,用于预热低温 incoming 废气,热回收效率可达97%以上,大幅降低持续加热能耗。整体设备耐冲击性强,无催化剂损耗问题,运行稳定耐用。
2. RCO蓄热式催化燃烧技术
RCO是低温催化氧化技术,在传统蓄热结构基础上搭载贵金属催化剂。依托催化剂的催化活化作用,大幅降低VOCs氧化反应的活化能,使废气在280-500℃的中低温环境下即可完成彻底氧化分解。相较于RTO的高温焚烧模式,RCO规避了高温升温的高能耗,低温运行也有效杜绝NOx氮氧化物次生污染物生成,环保属性更优。
二、核心性能与关键运行参数对比
结合行业通用工程参数与标准化设备运行数据,以常规30000m³/h处理风量设备为例,对RTO与RCO的核心运行参数、性能指标进行全方位精准对比,直观呈现两款设备的差异化优势:
|
对比维度
|
RTO(蓄热式热力氧化)
|
RCO(蓄热式催化燃烧)
|
|---|---|---|
|
核心反应原理
|
高温热力氧化,无催化剂参与,纯高温裂解有机物
|
中低温催化氧化,依托贵金属催化剂降低反应门槛
|
|
常规运行温度
|
760℃-950℃(高温区间)
|
280℃-500℃(中低温区间)
|
|
VOCs处理效率
|
99%-99.5%,处理彻底,适配复杂组分废气
|
95%-98%,常规工况达标稳定,高复杂组分略有局限
|
|
热回收效率
|
≥97%,陶瓷蓄热体换热效率极高
|
≥95%,蓄热换热性能优异,略低于RTO
|
|
能耗水平
|
偏高,高温升温能耗高,废气浓度达标后可自维持运行
|
偏低,低温反应无需大量辅热,长期运行节能性突出
|
|
核心耗材
|
无耗材,陶瓷蓄热体使用寿命5-8年
|
贵金属催化剂,使用寿命2-3年,需定期更换再生
|
|
次生污染物
|
高温易产生少量NOx,需配套脱硝辅助工艺
|
低温运行无NOx生成,无二次污染
|
|
抗废气冲击性
|
极强,可适配高浓度、波动大、含微量杂质的复杂废气
|
中等,废气含粉尘、重金属、硫化物易导致催化剂中毒失效
|
|
设备初期投资
|
较高,耐高温材质、炉膛结构工艺要求高
|
中等,设备结构简单,但需计入催化剂采购成本
|
|
运维成本
|
低,无耗材更换,仅常规清洁、设备巡检
|
偏高,核心成本为催化剂更换、再生维护
|
|
启停响应速度
|
较慢,高温升温耗时久,适合24h连续运行工况
|
较快,低温升温高效,适配间歇式生产工况
|
三、设备核心优势与适用工况解析
1. RTO设备核心优势及适用场景
RTO的核心优势是高处理精度、强抗干扰性、无耗材依赖、超长稳定运行周期。凭借760℃以上高温裂解能力,可处理酮类、酯类、苯类、混合复杂组分等各类难降解VOCs废气,即便废气浓度、风量波动较大,也能稳定维持超高处理效率,彻底满足严苛环保排放标准。
适配工况:化工、精细化工、医药、涂装流水线、大型印刷等24小时连续生产、废气组分复杂、浓度波动大、排放限值严苛的工业场景,是高要求废气治理的优选设备。
2. RCO设备核心优势及适用场景
RCO的核心优势是低温节能、无二次污染、启停灵活、运行噪音低。中低温催化反应模式大幅降低能耗,规避高温NOx生成问题,环保性更贴合低碳生产要求,且设备启停速度快,无需长时间预热,适配间歇性生产模式。
适配工况:喷涂、包装、油墨印刷、轻工制造等中低浓度VOCs废气、间歇式生产、对能耗控制严格、无复杂杂质的常规治理场景,性价比优势显著。
四、工况选型核心建议
1. 优先选择RTO:企业废气组分复杂、含难降解污染物、风量浓度波动大,需要长期连续运行,且当地环保排放标准严苛,追求设备长期稳定、低运维成本,可优先选用RTO设备,规避催化剂中毒、处理不达标等问题。
2. 优先选择RCO:企业废气组分单一、浓度稳定、无粉尘及有毒杂质,生产为间歇式模式,注重设备节能降耗、无二次污染,追求初期投入可控,RCO是高性价比选型方案。

五、总结
RTO与RCO不存在绝对的优劣之分,仅适配工况不同。RTO主打高精度、高稳定性、强适配性,是复杂、严苛工况的治理标杆;RCO主打节能化、低碳化、高性价比,适配常规标准化废气治理场景。
我司深耕工业VOCs废气治理多年,可根据企业生产工况、废气参数、环保标准及预算需求,定制专属RTO、RCO成套解决方案,兼顾治理效果、运行成本与合规性,助力企业绿色低碳生产、稳定达标排放。
 拨打电话即刻联系
拨打电话即刻联系