

TO直燃炉
TO 炉(Thermal Oxidizer)直燃炉是一种通过高温氧化分解有机废气中挥发性有机物(VOCs)和有毒有害气体的环保处理设备,其核心原理是利用燃料燃烧产生的高温,使废气中的有机物与氧气充分反应,最终分解为无害的二氧化碳(CO₂)和水(H2O)。
详细介绍
TO 炉(Thermal Oxidizer)直燃炉是一种通过高温氧化分解有机废气中挥发性有机物(VOCs)和有毒有害气体的环保处理设备,其核心原理是利用燃料燃烧产生的高温,使废气中的有机物与氧气充分反应,最终分解为无害的二氧化碳(CO₂)和水(H2O)。
一、 概述
直燃式 TO 炉是热力氧化技术中最基础、最直接的类型,无需借助催化剂,仅依靠800℃-1200℃的高温环境和充足的停留时间(通常 0.5-2 秒),就能实现有机废气的高效降解。
它适用于处理中高浓度、成分复杂的有机废气,降解效率可达 99% 以上,是化工、涂装、印刷等行业有机废气治理的核心设备之一。
二、 核心特点
1.降解效率高:在温度、停留时间、湍流度(3T 原则)达标时,VOCs 去除率可稳定在 99% 以上,能处理苯、甲苯、二甲苯、酮类、酯类等绝大多数有机污染物。
2.适用范围广:不受废气成分、含尘量、湿度的限制,可处理中高浓度(通常>5000mg/m³)有机废气,也能兼容含有卤素、硫、氮等杂质的废气(需配套后续脱硫、脱硝装置)。
3.运行稳定可靠:结构相对简单,无催化剂中毒风险,维护环节少,可适应间歇性或连续性废气排放工况。
4.运行成本两极化
●优势:设备初期投资低于催化燃烧炉(CO 炉);若废气浓度较高,可利用废气自身燃烧放热维持炉内温度,大幅降低燃料消耗。
●劣势:处理低浓度废气时,需持续消耗天然气、柴油等燃料维持高温,运行成本较高。
5.无二次污染隐患:彻底分解有机物,无催化剂残留或副产物(含硫、氮废气除外,需配套净化装置)。
三、 工艺流程
直燃式 TO 炉的基本工艺流程可分为预处理→升温→氧化分解→热能回收→排放五个核心步骤:
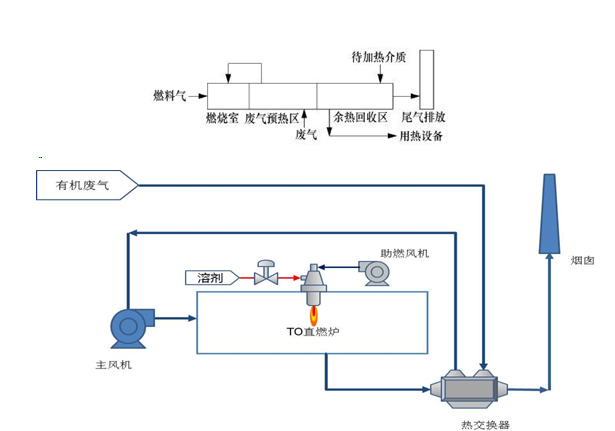
1.废气预处理
待处理的有机废气先经过除尘器(如布袋除尘器、旋风除尘器)、除雾器去除粉尘、液滴等杂质,防止杂质在炉内积碳或堵塞管道;若废气含腐蚀性成分,还需增设中和装置。
2.废气升温
预处理后的废气进入预热室,与后续高温烟气进行热交换,温度升至 200℃-400℃,实现热能回收,降低燃料消耗;若废气温度过低,需启动辅助燃烧器加热。
3.高温氧化分解
预热后的废气进入燃烧室,辅助燃烧器(如天然气燃烧器)将炉内温度升至 800℃-1200℃,废气在燃烧室中停留 0.5-2 秒,有机污染物与氧气充分反应,分解为 CO₂和 H₂O。
4.热能回收
燃烧后的高温烟气(600℃-1000℃)进入换热器(如蓄热式换热器、管式换热器),与低温废气进行热交换,回收的热量用于预热进气,减少燃料消耗;部分工艺中,余热还可用于生产热水、蒸汽,实现能源再利用。
5.达标排放
降温后的烟气经检测达标后,通过烟囱直接排放;若废气含硫、氮等成分,需先经过脱硫塔、脱硝塔处理,再排放。
四、 核心部件
直燃式 TO 炉的核心部件包括燃烧室、辅助燃烧系统、换热器、控制系统、烟囱,各部件协同保障设备稳定高效运行。
1.燃烧室
●作用:是废气氧化分解的核心场所,需维持高温、均匀的反应环境,确保有机物充分分解。
●结构设计:采用耐高温不锈钢或耐火混凝土内衬,耐受 1200℃以上高温;内部设置导流板,增强气流湍流度,延长废气停留时间;燃烧室体积需根据废气流量和停留时间计算确定。
●关键参数:温度控制在 800℃-1200℃,废气停留时间≥0.5 秒,氧含量维持在 3%-5%(保证氧化反应充分)。
2.辅助燃烧系统
●组成:主要包括燃烧器、燃料供应系统(天然气管道、柴油储罐)、点火装置。
●作用:启动时加热炉体至设定温度,运行中根据废气浓度和炉内温度,自动调节燃料供应量,维持炉内稳定温度;若废气浓度足够高,燃烧器可停止工作,依靠废气自身燃烧维持温度。
●类型:常用天然气燃烧器、柴油燃烧器,具备自动点火、火焰监测、熄火保护功能。
3.换热器
●作用:回收高温烟气的热量,预热待处理废气,降低燃料消耗,提升设备热效率。
●常见类型
✦管式换热器:结构简单,维护方便,热效率约 40%-60%,适用于中小风量废气处理。
✦蓄热式换热器(RTO 核心部件):采用陶瓷蓄热体,热效率可达 90% 以上,能大幅降低运行成本,广泛应用于低浓度、大风量废气处理。
●材质:换热器管材采用耐高温、耐腐蚀的合金材料(如 316L 不锈钢、哈氏合金)。
4.控制系统
●组成:PLC 控制器、温度传感器、压力传感器、氧含量分析仪、流量计、执行机构(如调节阀、风机)。
●作用:实现设备自动化运行,实时监测炉内温度、压力、氧含量、废气流量等参数;根据监测数据自动调节燃烧器负荷、风机转速,确保设备稳定运行;具备超温报警、熄火保护、故障停机等安全功能。
5.烟囱
●作用:将处理后的达标烟气排放至大气中,需满足环保要求的高度和排放速率。
●设计要求:材质需耐腐蚀,配套防雨帽、避雷装置;烟囱高度根据废气排放量和当地环保标准确定,避免低空排放造成局部污染。
六、 适用场景
直燃式 TO 炉凭借高降解效率和广泛的适用性,适用于以下行业和工况:
1.中高浓度有机废气处理:VOCs 浓度>5000mg/m³ 的工况,如化工行业(农药、涂料、树脂生产)、制药行业(溶剂回收)、涂装行业(喷漆房废气),可利用废气自身燃烧放热,降低运行成本。
2.成分复杂的废气处理:适用于含多种有机物、含尘、含湿的废气,如印刷行业(油墨废气)、橡胶行业(硫化废气)、化纤行业(纺丝废气),不受废气成分限制。
间歇性排放工况:设备启停灵活,可适应工厂间歇生产产生的非连续性废气。
3.需深度处理的有毒废气:适用于含苯系物、多环芳烃等有毒有害废气的处理,降解效率高,符合严格的环保排放标准。
4.不适用场景:低浓度(<1000mg/m³)、大风量废气处理,运行成本过高,此类工况更适合蓄热式热力氧化炉(RTO)或催化燃烧炉(CO)。


上一篇:暂无
下一篇:暂无
 拨打电话即刻联系
拨打电话即刻联系